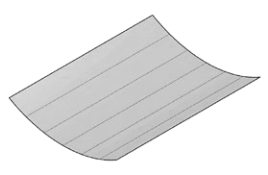
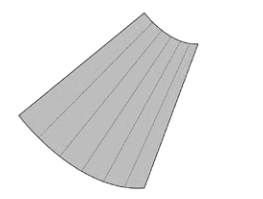
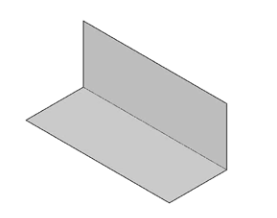
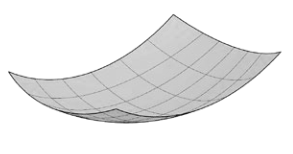
Double curved hull panels or complex panels or compound curvature panels
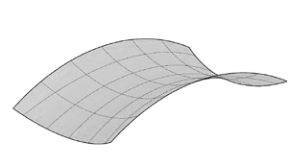
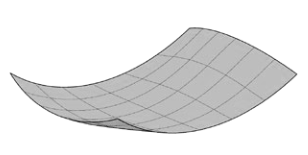
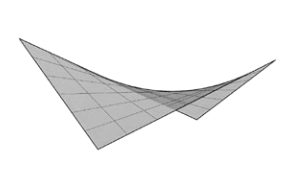
Shipbuilding requires double curved hull panels, complex panels, or compound curvature panels. Physically, these three-dimensional steel panels require elongation (stretch) along specific lines, whereas other areas need bending only. It is the combination of stretching and bending which creates and shapes double curved panels. This process originates in Europe and is simple to learn. To understand the nature of double curved panels, you have to see the difference between developable and non-developable panels.